





CNC fräsprocess
Numerisk styrning (även datornumerisk styrning, och vanligen kallad CNC) är den automatiserade styrningen av bearbetningsverktyg (som borrar, svarvar, fräsar och 3D-skrivare) med hjälp av en dator.En CNC-maskin bearbetar ett stycke material (metall, plast, trä, keramik eller komposit) för att uppfylla specifikationerna genom att följa en kodad programmerad instruktion och utan att en manuell operatör direkt styr bearbetningen.
En CNC-maskin är ett motoriserat manövrerbart verktyg och ofta en motoriserad manövrerbar plattform, som båda styrs av en dator, enligt specifika inmatningsinstruktioner.Instruktioner levereras till en CNC-maskin i form av ett sekventiellt program med maskinstyrningsinstruktioner såsom G-kod och M-kod, och exekveras sedan.Programmet kan skrivas av en person eller, mycket oftare, genereras av programvara för grafisk datorstödd design (CAD) och/eller programvara för datorstödd tillverkning (CAM).När det gäller 3D-skrivare "skivas" delen som ska skrivas ut, innan instruktionerna (eller programmet) genereras.3D-skrivare använder också G-Code.
CNC är en enorm förbättring jämfört med icke-datoriserad bearbetning som måste styras manuellt (t.ex. med hjälp av enheter som handhjul eller spakar) eller mekaniskt styrd av prefabricerade mönsterstyrningar (kammar).I moderna CNC-system är designen av en mekanisk del och dess tillverkningsprogram mycket automatiserad.Komponentens mekaniska dimensioner definieras med hjälp av CAD-mjukvara och översätts sedan till tillverkningsdirektiv med datorstödd tillverkning (CAM).De resulterande direktiven omvandlas (med "postprocessor"-mjukvara) till de specifika kommandon som är nödvändiga för en viss maskin för att producera komponenten och laddas sedan in i CNC-maskinen.
Eftersom en viss komponent kan kräva användning av ett antal olika verktyg – borrar, sågar, etc. – kombinerar moderna maskiner ofta flera verktyg till en enda "cell".I andra installationer används ett antal olika maskiner med en extern styrenhet och mänskliga eller robotoperatörer som flyttar komponenten från maskin till maskin.I båda fallen är serien av steg som krävs för att producera en del mycket automatiserad och producerar en del som nära matchar den ursprungliga CAD-ritningen.
Fräsning är en skärprocess som använder en fräs för att avlägsna material från ytan på ett arbetsstycke.Fräsen är ett roterande skärverktyg, ofta med flera skärpunkter.Till skillnad från borrning, där verktyget förs fram längs sin rotationsaxel, förflyttas skäret vid fräsning vanligtvis vinkelrätt mot sin axel så att skärning sker på fräsens omkrets.När fräsen går in i arbetsstycket skärs skärkanterna (räfflor eller tänder) på verktyget upprepade gånger in i och går ut ur materialet och rakar av spån (spån) från arbetsstycket för varje pass.Skärverkan är skjuvdeformation;material trycks av arbetsstycket i små klumpar som hänger ihop i mer eller mindre utsträckning (beroende på material) för att bilda spån.Detta gör metallskärning något annorlunda (i sin mekanik) från att skära mjukare material med ett blad.
Fräsningsprocessen tar bort material genom att utföra många separata, små skärningar.Detta åstadkoms genom att använda en fräs med många tänder, snurra fräsen med hög hastighet eller långsamt föra fram materialet genom fräsen;oftast är det någon kombination av dessa tre tillvägagångssätt.[2]Hastigheterna och matningarna som används varieras för att passa en kombination av variabler.Hastigheten med vilken stycket avancerar genom fräsen kallas matningshastighet, eller bara matning;det mäts oftast som avstånd per tid (tum per minut [in/min eller ipm] eller millimeter per minut [mm/min]), även om avstånd per varv eller per skärtand också används ibland.
Det finns två huvudklasser av fräsprocesser:
1. Vid planfräsning sker skärningen i första hand vid fräsens ändhörn.Planfräsning används för att skära plana ytor (ytor) i arbetsstycket, eller för att skära plattbottnade hålrum.
2. Vid periferisk fräsning sker skärverkan i första hand längs fräsens omkrets, så att tvärsnittet av den frästa ytan kommer att få formen av fräsen.I det här fallet kan knivarnas blad ses som att ösa ut material från arbetsstycket.Periferifräsning är väl lämpad för skärning av djupa spår, gängor och kuggar.
| CNC maskin | Beskrivning |
| Kvarn | Översätter program som består av specifika siffror och bokstäver för att flytta spindeln (eller arbetsstycket) till olika platser och djup.Många använder G-kod.Funktionerna inkluderar: planfräsning, axelfräsning, gängning, borrning och vissa erbjuder till och med svarvning.Idag kan CNC-fräsar ha 3 till 6 axlar.De flesta CNC-fräsar kräver att arbetsstycket placeras på eller i dem och måste vara minst lika stort som arbetsstycket, men nya 3-axliga maskiner tillverkas som är mycket mindre. |
| Svarv | Kapar arbetsstycken medan de roteras.Gör snabba precisionssnitt, vanligtvis med hjälp av indexerbara verktyg och borrar.Effektivt för komplicerade program utformade för att tillverka delar som skulle vara omöjliga att göra på manuella svarvar.Liknande styrspecifikationer som CNC-fräsar och kan ofta läsa G-kod.Har vanligtvis två axlar (X och Z), men nyare modeller har fler axlar, vilket gör att mer avancerade jobb kan bearbetas. |
| Plasmaskärare | Innebär att skära ett material med en plasmabrännare.Används vanligtvis för att skära stål och andra metaller, men kan användas på en mängd olika material.I denna process blåses gas (som komprimerad luft) med hög hastighet ut ur ett munstycke;samtidigt bildas en elektrisk ljusbåge genom den gasen från munstycket till ytan som skärs, vilket omvandlar en del av den gasen till plasma.Plasman är tillräckligt varm för att smälta materialet som skärs och rör sig tillräckligt snabbt för att blåsa bort smält metall från snittet. |
| Elektrisk urladdningsbearbetning | (EDM), även känd som gnistbearbetning, gnistornering, bränning, sänkning eller tråderosion, är en tillverkningsprocess där en önskad form erhålls med hjälp av elektriska urladdningar (gnistor).Material avlägsnas från arbetsstycket genom en serie av snabbt återkommande strömurladdningar mellan två elektroder, separerade av en dielektrisk vätska och utsatta för en elektrisk spänning.En av elektroderna kallas verktygselektroden, eller helt enkelt "verktyget" eller "elektroden", medan den andra kallas arbetsstyckeselektroden eller "arbetsstycket". |
| Flerspindlig maskin | Typ av skruvmaskin som används i massproduktion.Anses vara mycket effektiv genom att öka produktiviteten genom automatisering.Kan effektivt skära material i små bitar och samtidigt använda en mångsidig uppsättning verktyg.Flerspindliga maskiner har flera spindlar på en trumma som roterar på en horisontell eller vertikal axel.Trumman innehåller ett borrhuvud som består av ett antal spindlar som är monterade på kullager och drivs av kugghjul.Det finns två typer av fästen för dessa borrhuvuden, fasta eller justerbara, beroende på om centrumavståndet på borrspindeln behöver varieras. |
| Tråd EDM | Även känd som wire cutting EDM, wire burning EDM, eller travel wire EDM, denna process använder gnistrerosion för att bearbeta eller ta bort material från något elektriskt ledande material med hjälp av en vandringstrådselektrod.Trådelektroden består vanligtvis av mässings- eller zinkbelagt mässingsmaterial.Wire EDM tillåter nästan 90-graders hörn och applicerar väldigt lite tryck på materialet.Eftersom tråden eroderas i denna process matar en tråd-EDM-maskin färsk tråd från en spole samtidigt som den hackar upp den använda tråden och lämnar den i en soptunna för återvinning. |
| Sänke EDM | Även kallad kavitetstyp EDM eller volym EDM, en sinker EDM består av en elektrod och ett arbetsstycke nedsänkt i olja eller annan dielektrisk vätska.Elektroden och arbetsstycket är anslutna till en lämplig strömkälla, som genererar en elektrisk potential mellan de två delarna.När elektroden närmar sig arbetsstycket sker dielektriskt genombrott i vätskan som bildar en plasmakanal och små gnisthopp.Produktionsformar och formar tillverkas ofta med sinker EDM.Vissa material, såsom mjuka ferritmaterial och epoxirika bundna magnetiska material, är inte kompatibla med sinker EDM eftersom de inte är elektriskt ledande.[6] |
| Vattenstråleskärare | Även känd som en "vattenstråle", är ett verktyg som kan skära i metall eller andra material (som granit) genom att använda en vattenstråle med hög hastighet och tryck, eller en blandning av vatten och ett slipande ämne, såsom sand.Det används ofta vid tillverkning eller tillverkning av delar till maskiner och andra enheter.Vattenstråle är den föredragna metoden när de material som skärs är känsliga för de höga temperaturer som genereras av andra metoder.Den har funnit tillämpningar i ett brett spektrum av industrier från gruvdrift till flygindustrin där den används för operationer som skärning, formning, snidning och brotschning. |

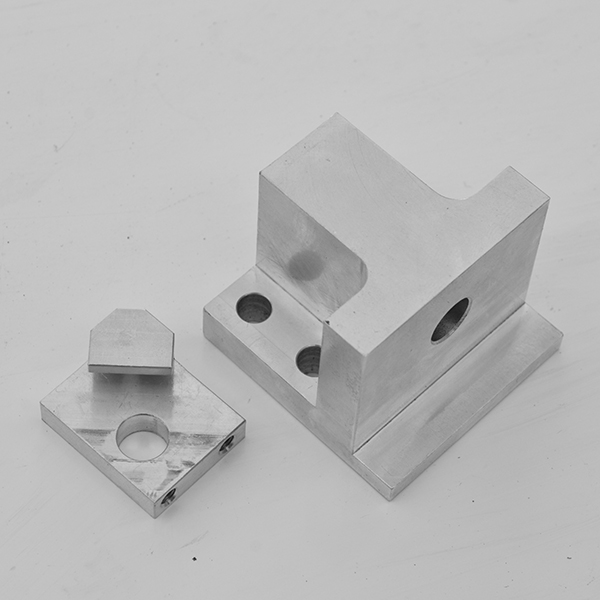
CNC-borrning
delar

CNC-bearbetad
aluminiumdelar

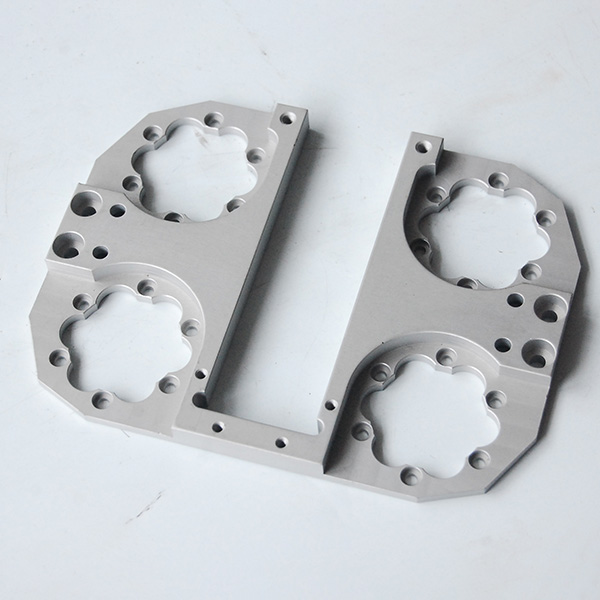
CNC-bearbetning
böjda delar

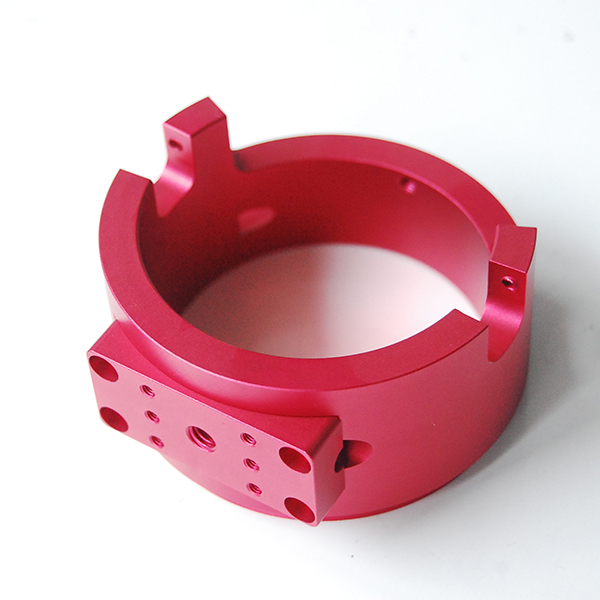
CNC-bearbetningsdelar
med anodisering
Hög precision
cnc delar
Precisionsgjutning av aluminium
med maskinbearbetad och anodiserad
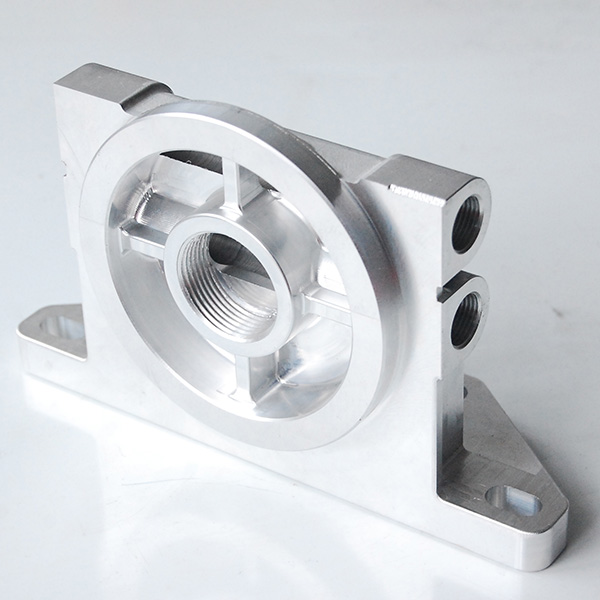
Precisionsgjuten aluminium
med maskinbearbetad

Stål cnc
bearbetning av delar



